







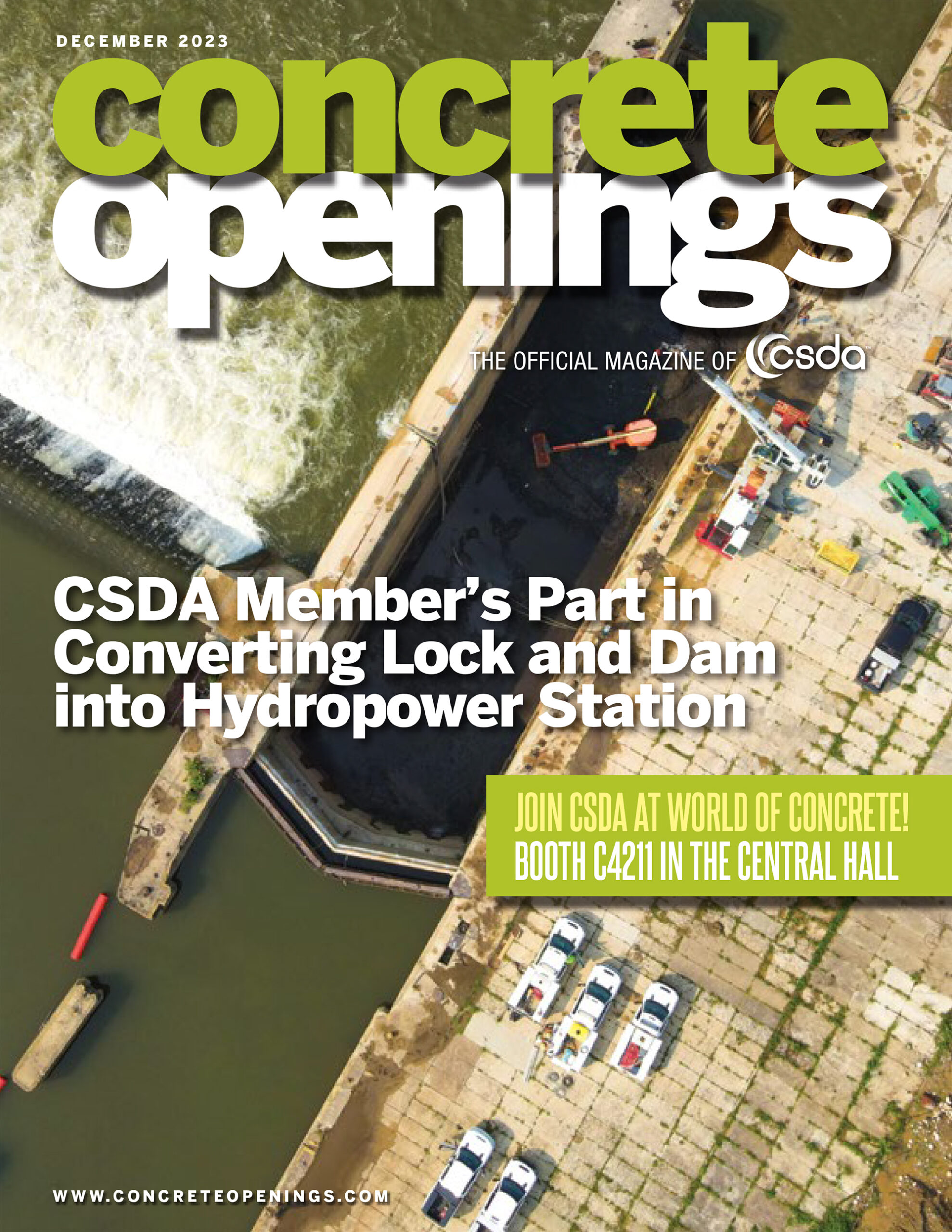


Core Drilling the Mississippi

Lock & Dam No. 11 Renovation Project
A professional cutting contractor was tasked with drilling out over 38,000 pounds of steel when the pins of six large lock gate hinges on the Mississippi River became stuck in their bushing and would not allow the gates to rotate properly.
This issue would eventually lead to the failure of the gates, so the contractor was therefore tasked to core drill the twelve 6-foot-long, 14-inch-diameter pins from the gate hinges within 0.125 inch of outside diameter and without piercing the sides of the pins. After the drilling work was complete, the twelve 0.125-inch-thick steel cylinders that remained would be removed and new lock pins installed.
The job was at the General Zebulon Pike Lock & Dam No. 11, which is located between Dubuque, Iowa and rural Grant County, Wisconsin, on the Upper Mississippi River. The structure was designed and constructed under the direction of the U.S. Army Corps of Engineers between 1934 and 1937.
The main lock is 110 feet wide by 600 feet long while the entire Lock & Dam No. 11 system is listed on the National Register of Historic Places. The movable portion of the dam is 1,478 feet long and consists of 13 tainter gates and three roller gates. The non-movable part is a 3,340-foot-long, non-overflow earthen dam that is connected to the Wisconsin shore.

The contractor was tasked with drilling out 6-foot-long, 14-inch-diameter steel pins from lock gate hinges.
Commissioned by the Army Corps of Engineers, a plan was developed to replace the steel pins within the lock gate hinges and the general contractor was J.F. Brennan Company, Inc. of La Crosse, Wisconsin was chosen for the work. The general contractor then awarded Minneapolis Concrete Sawing & Drilling (MCSD) of Brooklyn Park, Minnesota, the task of cutting the old 6-foot-long steel pins free.
It was crucial to the project that the surrounding lock structure remain undamaged during the work, as any loss of structural integrity could have resulted in the total replacement of the gate assembly. Therefore, the use of high percussion methods or tools utilizing extreme heat or cold were deemed unsuitable. Any work had to stay within 0.125-inch outside diameter of the pins so as not to compromise the surrounding structure.
A hydraulic core drill was utilized for the work. Spinning at a rate of 50 RPM, the drill was equipped with a series of four 13.875-inch-diameter carbide core bits provided by CSDA member K2 Diamond. Each of the bits had special built-in guide tubes fitted to allow for precise drilling through the lock gate hinge. Core drilling began with a 14-inch-long bit. Once the operator had reached the maximum drilling depth of the bit, he backed out of the cut and replaced the bit with a 24-inch-long equivalent. This process was repeated an additional two times, using 48-inch and 72-inch-long bits respectively.

A drill rig fitted with carbide-tipped core bits was used for the work.
Drilling of the first pin was planned as a two-week project so that the team from MCSD could modify and optimize the drilling process before progressing on to the others. First, the flow of hydraulic fluid was controlled by partially closing valves, but this resulted in the bit surging or hammering and dulled the carbide teeth prematurely. Once the contractor obtained the most suitable equipment and reached the optimal RPM for the application, drilling time for each pin was reduced to four days. This included travel time to the jobsite, positioning of tools and equipment by crane, the setup of the drill rig and the removal of all items before leaving the site and returning to Minneapolis. Actual drilling time of the pins was completed in two eight-hour shifts, which also included the switching out of four different sized bits.
The drilling process was repeated on all six lock gates, drilling out twelve pins in total. Additional carbide tips were provided by K2 Diamond and the barrels were re-tipped before coring commenced on the next pin. This is because drilling metals such as steel causes greater friction than when drilling concrete. This increased friction produces higher temperatures within the cut that dull segments and reduces cutting efficiency. For this particular job, core bits with carbide tips were seen as a better option than those with diamond segments and were found to provide better results.

Metal filings were collected in a 50-gallon drum and recycled off-site.
The carbide tips were set on specific angles onto the barrel and were used in a manner that would more closely resemble milling the metal than drilling it. The only way to economically accomplish this project was for the contractor to re-tip the barrels as the carbide tips became dull and their ability to penetrate the material lessened. The built-in tubes and guide pins needed to be matched up as a set to allow each bit to follow the other, making it cost prohibitive to re-make the tube sets each time the tips dulled.
After a pin was drilled out, the slug was pulled out by crane. Each slug weighed approximately 3,200 pounds. A hand grinder was then used to score the remaining 0.063-inch of steel, allowing the shell to be folded in and removed from the pin hole. Since working over water, steps were taken to catch the metal filings created by cutting. It was specified that these filings should not be discharged into the river, so a 50-gallon plastic drum was modified and a rain gutter assembly was run out the side. This allowed water to return to the river while the metal filings were retained in the bottom of the barrel. The filings were removed from the jobsite and eventually recycled.
“Fear of damage to the pin housings ruled out the possibility of using heat or freezing techniques to shatter these pins. Carbide-tipped core bits were the only way this project was going to be accomplished. With a unique project like this, I needed some further input so I contacted K2 and got some help,” said Jim Fuglie, owner of MCSD.
The Lock & Dam No. 11 Renovation Project shows the effectiveness and versatility of tools and equipment used by specialist cutting contractors. While these tools are often used to cut large quantities of concrete with steel reinforcement, they are also capable of cutting through thick sections of steel as well—if handled correctly. This sawing and drilling contractor used its experience and skill to complete a challenging job on time.
This job story is dedicated to Jim Fuglie, who was the owner of Minneapolis Concrete Sawing & Drilling until his passing in June 2014. Jim served on CSDA’s Board of Directors, was active in committees, acted as a mentor to startup members in the association and was an early proponent of CSDA’s Operator Certification program.
Company Profile
Minneapolis Concrete Sawing & Drilling was based in Minneapolis, Minnesota, and joined CSDA in 1991. The company was in operation for 21 years and specialized in concrete core drilling, slab sawing, wall sawing and wire sawing.
Resources
General Contractor
J.F. Brennan Company, Inc.
Sawing and Drilling Contractor:
Minneapolis Concrete Sawing & Drilling
Minneapolis, Minnesota
Methods Used: Core Drilling




{kind=link}