








The Decommissioning of Crystal River NUCLEAR UNIT 3

On October 1, 2020, Duke Energy and Accelerated Decommissioning Partners, a joint venture of Orano USA and NorthStar Group Services, completed a transaction to start accelerated decontamination and dismantlement (D&D) of the Crystal River Nuclear Plant (CR3) in Citrus County, Florida. The 5100-acre site on Florida’s Gulf Coast 85 miles north of Tampa, also includes two operating coal plants and 1 operating natural gas plant. The D&D work began in 2020, rather than 2067, 50 years sooner than originally intended.
Decommissioning a nuclear plant is a safe and well-defined process with strict oversight by the U.S. Nuclear Regulatory Commission. The process involves downsizing, packaging and shipping radioactive materials, such as the reactor vessel (RV), to an off-site licensed disposal facility.
Orano USA is a major supplier of materials and services with in-house capabilities and decades of experience dismantling nuclear reactors and packaging and transporting radioactive materials, as well as managing used nuclear fuel. NorthStar is the largest demolition company in the world, with active D&D operations at multiple USA nuclear sites, including Vermont Yankee, also supported by Orano USA.






CSDA member In-Place Machining (IPM) was contracted by Orano to design, build, test, deliver and provide on-site services for a Multi-Purpose Reactor Vessel (MPRV) Work Platform system. The delivered solution was designed to be used for the specific purpose of supporting this industry first execution of Orano’s Optimized Segmentation process, plus packaging and disposal of the Crystal River Unit 3 Reactor Vessel and Reactor Vessel Internals.
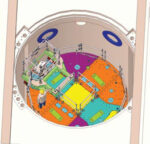
The MPRV Work Platform consists of a large diameter steelplated deck which, when set atop the CR3 reactor vessel, provided critical operator shielding during segmentation activities. The platform served as a base structure to attach various tooling that was used to perform the segmentation of the reactor vessel.
The MPRV Work Platform scope of supply included a diamond wire cutting system for making both horizontal cuts through the RV and vertical cuts through the attached nozzles, as well as a remotely operated thread milling machine and accompanying indexing slide to machine the threaded lift holes required for attachment of the Orano provisioned Heavy Lift System (HLS).
Prior to site mobilization in 2022, engineering and fabrication of all tooling was performed at IPM’s primary shop in Milwaukee, WI. A full-size mockup of the RV was built to allow testing of all components and pre-assembly of the entire work platform. IPM emptied its 150,000-gallon underwater testing pit to allow work to be done in the dry, as would be the case at the job site. Multiple horizontal diamond wire cuts were made under the observation of Orano engineers and field supervisors. Each completed cut was scanned by Exact Metrology: A Division of In-Place Machining Company, using their Surphaser HSX100 system to comply with strict requirements for surface flatness, stemming from disposal package constraints.
While work proceeded in Milwaukee, Orano disassembled the reactor internals and transferred highlevel waste to specialized storage casks. The remaining segmented internals were placed back into the reactor vessel and secured in place by filling the vessel with solidified grout.
Following the delivery of the work platform and all IPM equipment to the job site, the platform was reassembled and placed on top of the RV.
IPM utilized a wire saw system consisting of a Diamond Products WS-50-XLE, and Tyrolit 46 BPM plated wire to execute the vertical nozzle and horizontal vessel cuts. The diamond wire saw control station was located on the Refuel Floor and the wire saw was placed on the shallow end of the Fuel Transfer Canal.
IPM’s pulley mechanisms were preassembled on the Refuel Floor, before being craned down and mounted to the work platform, where the combined motion of the diamond wire and IPM’s custom-built Down Pulley Mechanism (DPM) was used to advance the wire saw guillotine and ultimately sever all 8 connecting nozzles.
After all the nozzles were cut, the platform was reconfigured to make the first of 2 horizontal cuts through the entire reactor vessel. The diamond wire from the Wire Saw Drive was routed around a vertical swivel pulley at the upper elevation and down through a tube to another vertical swivel pulley on the work platform. From there, the wire was selectively routed around additional horizontal pulleys and independent wire support guides, all of which were synchronized to be at the desired cut elevation. The return of the diamond wire back to the Wire Saw Drive was accomplished in a similar reverse arrangement. During horizontal cutting operations, the diamond wire was strategically moved from pulley to pulley around the vessel, following a sequential cut plan methodology.
Following the completion of the first horizontal cut, the wire sawing equipment was removed, and the upper section of the vessel was lifted and packaged. This 16’ diameter section with 9” walls and grouted stainless-steel internals weighed more than 489,000 pounds!
After the removal of the upper package, the platform was re-installed at the lower elevation, complete with the thread milling machine. This specialized remote-operated machine tool was used to helical mill the threaded holes required for the Heavy Lift System (HLS).
Following the completion of the threaded holes, the wire saw system was set back in place for the final horizontal cut.
When speaking about the project, Ricky Agrue, IPM Site Manager, said, “The mock-up cuts, performed in the IPM Milwaukee Facility, were analyzed by our metrology group and gave us the data we needed to execute the cuts in the field. The collective effort from the start of the project until the very end made this difficult task a remarkable success!”
In celebration of the successful joint venture, Sebastien Guillot, VP of Operations of Orano Decommissioning Services, recognized the many key contributors to the project by saying, “When executing an industry-first process such as our Optimized Segmentation of the CR3 reactor vessel, we help ensure success by bringing on highly qualified companies like IPM with their proven skills and technology for engineering and performing complex and unique diamond wire sawing operations.”
The meticulous dismantlement of the Crystal River Nuclear Plant exemplifies the unparalleled expertise that comes with selecting a CSDA member. In-Place Machining not only designed and delivered a cutting edge solution, but executed the project with precision and finesse. Their commitment to innovation and safety was evident from the rigorous testing of components to the seamless execution onsite. This successful project stands as a testament to the capabilities of CSDA members, ensuring that your projects are handled with unmatched proficiency and professionalism.
COMPANY PROFILE In-Place Machining Company, LLC, has sixteen locations across the United States and Canada and has 381 employees. They are a premier provider of high precision engineered on-site machining, machine shop services, large-scale diamond wire cutting and drilling, dimensional metrology and measurement and alignment services for a wide range of industries including renewable energy, aerospace, nuclear, industrial and military customers across the globe. They have been a CSDA member since 1998. RESOURCES General Contractor Orano USA CSDA Contractor In-Place Machining Company, LLC Contact for Story: Joe Shebesta, PMP Tel: 513-388-0199 Email: jshebesta@inplace.com Website: www.inplace.com




{kind=link}