









Choosing the Correct Blade RPM
for the Application
By Austin Beachler and Garry Henderson
Tech Talk is a regular feature of Concrete Openings magazine, focusing on equipment, maintenance and technical issues of interest to concrete cutting, polishing and imaging contractors. Readers wishing to have a particular subject addressed can call or email CSDA with their suggestions at 727-577-5004 or editor@concreteopenings.com.

There are an exceeding large number of variables involved with diamond blades cutting safely, quickly and effectively.
Human factors, equipment selected and the condition of the equipment, material to be cut, blade selection, the amount of water and the correct revolutions per minute chosen based on diameter of the blade or core bit all will affect what the blade does. The combination of these factors will determine the cost and profitability achieved on any job. Not all of these factors are able to be controlled, but the revolutions per minute (RPM) of the machine is one that can. If the tool rotates too slowly, it can drag and destroy the diamonds’ ability to cut. This can lead to excessive heat by the metal bond grinding against the cutting material. If the RPMs are too high, then it
can cause the blade to skip, because the diamonds are polishing over, again leading to excessive heat being generated on the blade, which can cause loss of tension or lead to core cracking. Cracking of the segments could lead to breakages or catastrophic failure of the tool. This will slow down your operation and cause higher costs of materials and potential machine damage.
Choosing the Correct RPM
Assuming you have a variable speed gearbox, it is important to set the gearbox to the correct gear for the blade dimeter to achieve the correct RPM. The blade will perform optimally at the correct RPM recommended by the equipment manufacturer for the diameter of the blades being used. Once the RPM is dialed-in, it still might need adjusting depending on if your cutting media changes. If you do not have a variable speed gearbox, it may be worth adjusting the belt sheave diameter, if possible, to get the correct RPM or SFM, if you can still reach your depth of cut. RPM of the machine are really a measure for the SFM, or how fast the diamond segments are running on the cutting material. The formula below shows how to calculate the SFM from the RPM on the machine. ANSI standard has a maximum safe operating SFM for any blade of 16,000 ft/min.
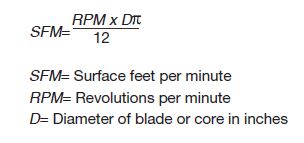
If you change blade size and keep the same RPM on the machine, the SFM will still change. Any blade size change should come with an adjustment of the machine speed to make sure the SFM is in the correct range for what you are cutting.
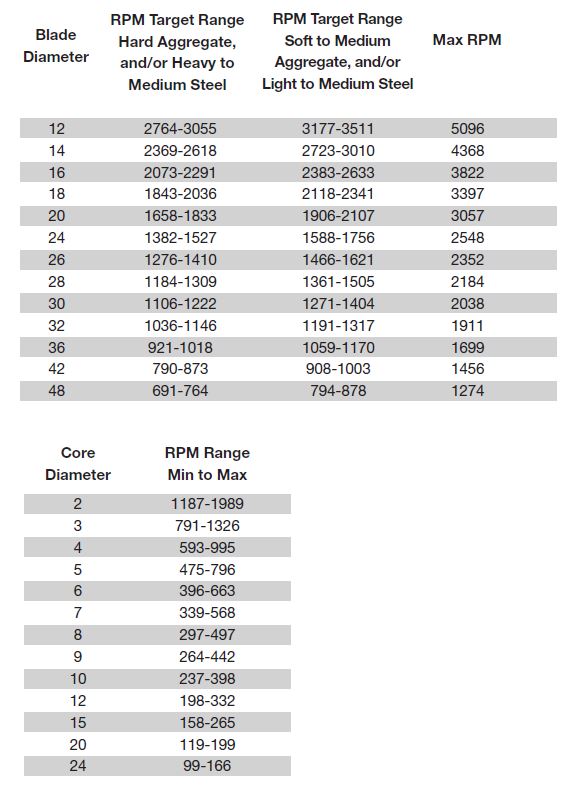
When you start a job and are unsure about the RPM needed, refer to the charts below:
All blade manufacturers will have a recommended RPM chart similar to these that can be used as a reference. You normally want to start out at a lower RPM speed to see how the blade cuts, then adjust higher to get the life you are looking for. The bit or blade should stay
rough to the touch with well exposed diamonds if the speed and bond are correct. Always work with your blade or bit supplier and give as much information about the cutting material as possible to get the best tools for the job.
Harder cutting media and higher steel reinforcement will need a lower cutting RPM than softer cutting material and less steel reinforcement. The difference could be around 10-25% less RPM with harder media.
Troubleshooting
Glazing or polishing of the diamonds can happen if the RPM of the machine are too high for the conditions. When this happens, the machine may start to shake or bounce more than usual. If you feel this happen, pull out the blade and check the roughness of the segments. If they feel smooth, you can redress them with cutting a concrete block or cutting in something abrasive. When you start cutting again, back down on the RPM and see if that helps avoid the issue.
Skipping and skating can happen if the RPM are too low, and the diamonds are being crushed. If you pull out the blade or bit you should be able to see missing diamonds or less diamonds on the surface. The feel should be smooth to the touch. You should be able to put it back in the cut and increase the RPM and it should open the segments back up and start cutting better.
If the blade or bit is needing constant attention with redressing or RPM change, then it may be that the bond is not quite right for the material being cut. If that is the case, reach out to your supplier and see if they have something more suited for the job.
If you use diamond tools on a regular basis with alternating sizes of blades or cores, it is suggested to get a machine with a variable speed capacity or consider altering your machinery to have that capability. This will allow you to get more out of your blades or bits and maximize your profit on the jobs. It is also suggested to verify the RPM of the machine with tachometer, which can be purchased for around $30, to help avoid unwanted issues with machinery or cutting.
Austin Beachler is a Manufacturing Engineer with CSDA member DDM Concut Diamond Tools, based out of Lilburn, GA. Garry Henderson is the National Sales Manager for DDM Concut Diamond Tools. Garry can be reached at ghenderson@ddmconcut.com